Redacción Alabrent
żY si ese dilema pudiera eliminarse por completo?
Para entender cómo hemos llegado hasta aquí y hacia dónde se dirige la tecnología, es necesario analizar detenidamente los dos métodos de rebobinado que han definido la industria hasta ahora.
Bobinado central: el estándar de la industria
En un sistema de bobinado central, solo el eje de rebobinado está motorizado. El rodillo de contacto, también conocido como rodillo prensor, permanece libre y sin motorización. Esta configuración se ha convertido en el método más adoptado en las operaciones de corte y rebobinado de envases flexibles, y su prevalencia refleja algunas fortalezas operativas reales.
El bobinado central ofrece una gran versatilidad y facilidad de uso. Su implementación y mantenimiento resultan rentables. Se integra bien tanto en cortadoras rebobinadoras dúplex como en máquinas de tipo revólver diseńadas para un alto rendimiento.
Sin embargo, la calidad de la bobina no siempre es óptima con este enfoque. Debido a que el rodillo de contacto es pasivo, la bobina resultante puede presentar flexiones durante el proceso de bobinado. Esta flexión afecta al perfil del producto final, especialmente cuando se trabaja con sustratos sensibles o a velocidades elevadas. Para los convertidores que suministran a procesos posteriores exigentes, como líneas de formado-llenado-sellado o laminación, estas imperfecciones pueden traducirse en problemas de producción reales.
Bobinado central-periférico: el referente de calidad
El sistema de bobinado central-periférico adopta un enfoque fundamentalmente diferente. Tanto el eje de rebobinado como el rodillo de contacto están motorizados y se controlan de forma independiente. Esta configuración de doble accionamiento crea un punto de rebobinado constante: la distancia entre la estación de corte y el punto de contacto (nip) de bobinado permanece uniforme durante todo el ciclo de bobinado.
Las implicaciones prácticas de esta consistencia son significativas. La estabilidad del material durante el procesamiento mejora sustancialmente. Se evita la flexión de la bobina gracias al soporte continuo del rodillo de contacto. El perfil de la bobina resultante es superior, con tolerancias más ajustadas y un comportamiento más predecible durante la conversión posterior.
Por estas razones, el sistema central-periférico se ha considerado durante mucho tiempo el referente de calidad entre las máquinas de corte y rebobinado primarias. Los convertidores que trabajan con laminados de alta barrera, filmes metalizados, monomateriales finos o cualquier sustrato donde el control de la tensión sea crítico han recurrido tradicionalmente a este método cuando la calidad de la bobina es innegociable.
Sin embargo, el bobinado central-periférico presentaba una limitación bien conocida. Se percibía que los cambios de bobina eran más lentos que en los sistemas de bobinado central. En entornos de producción de gran volumen, donde cada minuto de actividad cuenta, esta penalización de la productividad era suficiente para que muchos convertidores siguieran el camino del bobinado central, incluso sabiendo que ello suponía comprometer la calidad.
El mercado se inclinó hacia la velocidad, aceptando el dilema como una limitación inherente a la tecnología.
Por qué el compromiso ya no tiene sentido
La industria del envase flexible ha evolucionado considerablemente. La complejidad de los sustratos aumenta, con calibres más finos, estructuras monomateriales diseńadas para la reciclabilidad y filmes de barrera multicapa que exigen tolerancias mecánicas más ajustadas. Al mismo tiempo, los propietarios de marcas y los convertidores posteriores están aumentando sus expectativas en cuanto a la consistencia de la bobina, la calidad de los bordes y la precisión dimensional.
El uso de una cortadora rebobinadora que ofrece velocidad pero perfiles de bobina inconsistentes genera desperdicios en las fases posteriores. Las bobinas con perfiles de tensión deficientes pueden provocar desviaciones de registro en las prensas de impresión, fallos de sellado en las líneas de envasado y desperdicio de material durante la laminación. El coste de este desperdicio oculto (en tiempo, material y quejas de los clientes) suele superar lo que se haya ganado en rendimiento.
La pregunta que los convertidores deberían hacerse ya no es qué tipo de rebobinado aceptar, sino si la tecnología subyecente se ha puesto al día con la necesidad de ambos.
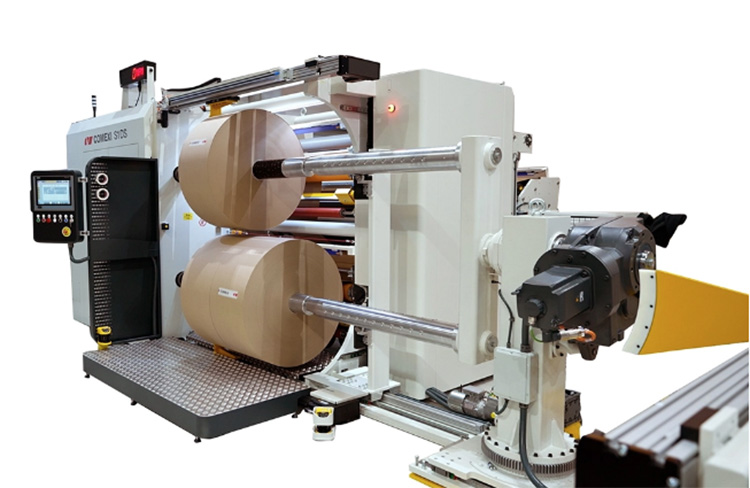
El Advanced Linear Winding System: un nuevo enfoque
Basándose en la experiencia directa con los usuarios finales y en un profundo conocimiento del mercado de la conversión de envases flexibles, Comexi ha desarrollado el Advanced Linear Winding System (ALWS). Este sistema reproduce el comportamiento y las ventajas del rebobinado central-periférico, eliminando al mismo tiempo las limitaciones de productividad que históricamente lo frenaban.
El ALWS mantiene el punto de rebobinado constante y el soporte continuo del rodillo de contacto que definen la calidad del bobinado central-periférico. Pero lo consigue sin los cambios de bobina más lentos que antes penalizaban el rendimiento en entornos de alta producción.
Para los directores de producción y operarios que trabajan con sustratos sensibles, tolerancias ajustadas o especificaciones exigentes de los clientes, esto se traduce en ventajas operativas concretas:
- Menos desperdicio por perfiles de bobina defectuosos. El bobinado constante elimina la flexión de la bobina y las variaciones de tensión que provocan rechazos en las fases posteriores.
- Mayor consistencia entre turnos y operarios. El sistema reduce la variabilidad dependiente del operario, ofreciendo resultados repetibles independientemente de quién maneje la máquina.
- Flexibilidad para funcionar en modo dúplex o revólver. Los convertidores pueden elegir la configuración operativa que mejor se adapte a sus requisitos de producción sin comprometer los estándares de calidad que se esperan de una máquina de corte y rebobinado primaria.
- Velocidades de producción comparables a las soluciones de mayor rendimiento del mercado. El ALWS cierra la brecha de velocidad, haciendo que el rebobinado que prioriza la calidad sea viable incluso en los entornos de producción más exigentes.
Qué significa esto para los convertidores de envases flexibles
El cambio hacia sustratos más finos y complejos —impulsado por los requisitos de sostenibilidad y el fomento de la reciclabilidad de los monomateriales— hace que la precisión del rebobinado sea más importante que nunca. Los materiales que hace cinco ańos toleraban pequeńas inconsistencias de tensión están siendo sustituidos por estructuras que amplifican cada imperfección.
Al mismo tiempo, la presión comercial para maximizar el rendimiento no ha disminuido. Los convertidores necesitan máquinas que ofrezcan volumen sin generar el tipo de desperdicio oculto que erosiona los márgenes.
El ALWS representa una respuesta práctica a esta doble presión. Elimina el compromiso histórico y ofrece a los convertidores una plataforma de cortadora rebobinadora donde la calidad y la productividad ya no están enfrentadas.
Conclusión
El dilema del rebobinado que definió la conversión de envases flexibles durante décadas (calidad o velocidad, pero no ambas) ya no es una inevitabilidad técnica. Los avances en el diseńo de los sistemas de bobinado han hecho posible alcanzar la calidad del bobinado central-periférico a velocidades de producción que igualan a las de las soluciones de bobinado central más rápidas.
Para los convertidores que evalúan su próxima inversión en corte y rebobinado, la pregunta ha cambiado. Ya no se trata de qué compromiso aceptar. Se trata de elegir una plataforma diseńada para eliminar el compromiso por completo.



